Система контроля состояния станков SKF Machine Tool Observer MTx
SKF разработала автономную систему SKF Machine Tool Observer MTx, специально предназначенную для регистрации данных о техническом состоянии шпиндельных узлов и станков.
РЕЗЮМЕ
Для обеспечения рентабельности и эффективности серийного высокоточного производства в таких отраслях, как аэрокосмическая промышленность и автомобилестроение, станки и их шпиндельные узлы должны поддерживать высокий уровень производительности и эксплуатационной готовности. SKF Machine Tool Observer MTx – это высокотехнологичная система мониторинга, измеряющая важнейшие параметры работы станка. Использование гибкого программного обеспечения позволяет производителям станочного оборудования и конечным пользователям контролировать состояние нескольких станков одновременно, сокращая убытки, возникающие в результате преждевременных отказов оборудования.
ССЫЛКИ НА ТУ ЖЕ ТЕМУ
Промышленность предъявляет всё более высокие требования к производительности, эксплуатационной готовности, точности и надёжности станочного оборудования. Поэтому всё более важным становится предотвращение внеплановых простоев, внедрение эффективных подходов к техобслуживанию, а также улучшение контроля качества и технологических процессов. SKF Machine Tool Observer MTx – это автономная система для регистрации данных и обнаружения повреждений шпиндельных узлов и станков, использование которой обеспечивает преимущества как для производителей оборудования, так и для конечных пользователей. Систему можно легко интегрировать в конструкцию новых станков или использовать для модернизации существующего оборудования.
Система SKF MTx выполняет регистрацию измерений рабочих параметров критичных режущих инструментов, используя различные датчики, такие как датчики вибрации, тахометры, датчики температуры, влажности, вихретоковые датчики и датчики масла. Система выполняет оповещение пользователя и отправляет предупреждение в систему управления оборудованием, когда измеренная величина выходит за установленные пределы. Все события, связанные с предупреждениями или с аварийными остановами шпинделя, сохраняются в постоянной памяти системы с точной отметкой времени и фиксацией показаний датчиков.
SKF Machine Tools Observer MTx может осуществлять непрерывную регистрацию данных в течение более 10 лет. Высокоскоростные релейные выходы могут отключить станок за миллисекунды, а система оповещения по электронной почте отправляет предупреждение диспетчеру о необходимости принятия корректирующих действий.
Система также включает пакет клиент-серверного программного обеспечения для отображения данных в режиме реального времени, резервирования данных и администрирования.
Система SKF Machine Tool Observer MTx обеспечивает существенные преимущества, как для производителей станочного оборудования, так и для конечных пользователей:
- способствует предотвращению внеплановых и дорогостоящих простоев оборудования;
- предоставляет полную отслеживаемость аварийных событий;
- обеспечивает простоту установки в новые или существующие станки;
- увеличивает надёжность и увеличенный срок службы станочного парка;
- создаёт условия для внедрения профилактического техобслуживания, повышения контроля качества и технологических процессов;
- обеспечивает обратную связь о совокупных параметрах эксплуатации станочного парка.
Аппаратное обеспечение
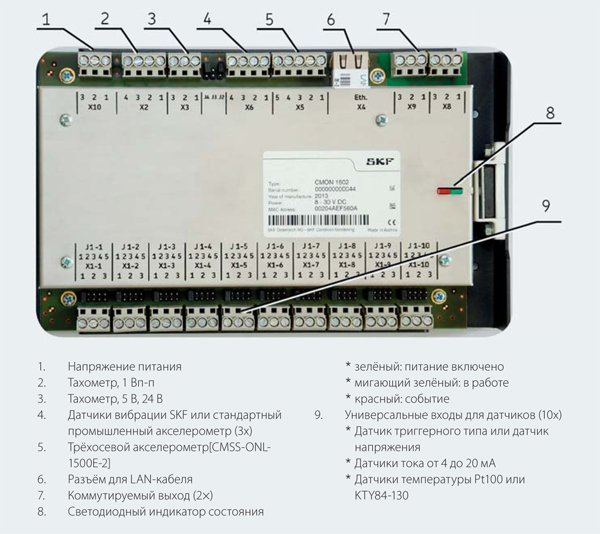
SKF Machine Tool Observer MTx – уникальное устройство регистрации данных, которое отслеживает, регистрирует и хранит параметры работы станка и события, связанные с режимом работы шпинделя. Система состоит из электронной схемы на основе микроконтроллера со встроенной памятью для хранения данных и часами реального времени. Процессоры обработки сигналов обеспечивают частоту сбора данных в 200 кГц, т.е. SKF MTx считывает и производит выборку данных каждые 5 мкс. Каждые 10 мс процессоры записывают данные во встроенную память, чтобы система могла отслеживать любые нештатные состояния. Она поддерживает широкий диапазон различных типов датчиков. Существует возможность одновременного подключения до 14 датчиков. Каждый из 14 входов может быть сконфигурирован самостоятельно, и может быть задан индивидуальный предел для каждого датчика.
Датчики можно разделить по выходным сигналам и физическим единицам измерения:
- измерение уровня вибрации по трём осям с помощью трёхосевого акселерометра или стандартного промышленного акселерометра;
- датчики частоты вращения шпинделя (5 В, 24 В или 1 Вп-п);
- датчики напряжения (от 0 до 24 В, с регулируемым напряжением);
- датчики тока (от 4 до 20 мА макс., с регулируемым током);
температура (предустановлены датчики Pt 100 и KTY 84, но могут быть настроены и другие датчики температуры); - логические датчики (двоичный переключатель, переключатель приближения, переключатели «0-1»).
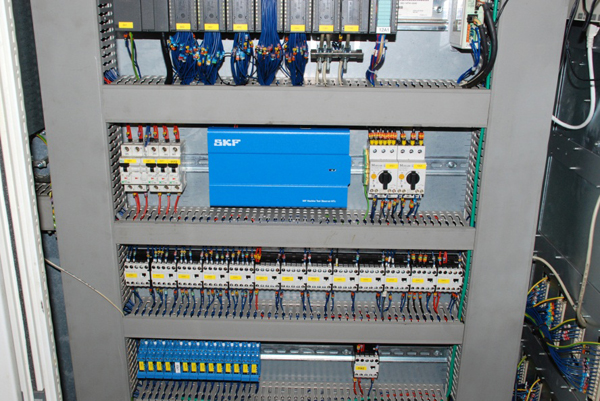
Система также имеет два цифровых релейных выхода для оповещения или аварийного останова с задаваемыми пользователем пределами срабатывания. Данные значения также используются для уведомления по электронной почте. Зелёный светодиод на электронном блоке показывает, что система находится в рабочем режиме, а красный светодиод говорит о наличии зарегистрированных нештатных ситуаций. Электронный блок желательно устанавливать внутри электрического шкафа станка, при этом трёхосевой акселерометр должен крепиться как можно ближе к шпиндельной головке с помощью винта М5, магнита или специального клея. Максимальная длина кабеля между блоком MTx и акселерометром составляет 12 метров. Благодаря интеллектуальной схеме входов параллельно могут использоваться уже существующие датчики. Таким образом, для начала длительной регистрации данных и обнаружения повреждений часто можно использовать уже существующие датчики контролируемой системы.
Программное обеспечение
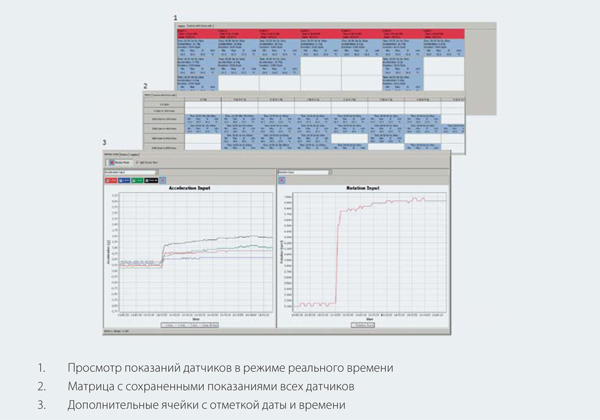
Анализ и представление данных реализуются посредством пакета клиент-серверного программного обеспечения, которое использует стандартный интерфейс Ethernet (LAN). Пакет клиент-серверного программного обеспечения позволяет эффективно управлять множеством модулей MTx как по локальной сети, так и через интернет. Показания всех подключённых и сконфигурированных датчиков можно отслеживать в режиме реального времени. Благодаря архитектуре «клиент-сервер» возможен запуск нескольких клиентских сеансов по сети Ethernet. Программное обеспечение поддерживает различные уровни доступа для пользователей. Каждый модуль можно легко идентифицировать в глобальной сети по имени, назначаемому пользователем.
Хранение показаний, полученных от всех датчиков, можно осуществлять в свободно настраиваемой трёхмерной матрице (рис. 2):
- ось X: Восемь групп ускорения с автоматическим масштабированием (например,
от 0 до 5 g); - ось Y: Шесть групп по частоте вращения с автоматическим масштабированием (например, от 0 до 8000 об/мин);
- ось Z: Накопленное время работы шпинделя в днях, часах, минутах, секундах и миллисекундах. Минимальное, максимальное и среднее значение температуры в °C.
При необходимости можно параллельно записывать до пяти различных слоёв (матриц), сформированных на основе сигналов, полученных от всех подключённых датчиков. Время существования матрицы определяет длительность сохранения данных в одной матрице перед созданием новой матрицы.
Время существования матрицы можно задавать в диапазоне от 1 до 400 дней в зависимости от необходимости. Для каждого слоя можно создать до 15 матриц.
Поддерживается экспорт данных матрицы в CSV-файлы. Если достигнуто максимальное количество ячеек записываемой матрицы, ячейки матрицы будут объединены. Если измеренные данные, рассматриваемые по оси X, не помещаются в матрицу, то в течение 5 секунд сохраняется событие с дополнительными ячейками с подробной историей режима работы шпинделя и с точной отметкой даты и времени. Это позволит подтвердить, что режим работы шпинделя соответствовал условиям. Если записано 15 событий или 25 дополнительных ячеек, то ось X матрицы инициализируется заново, а событие с наименьшим значением по оси X будет присоединено к матрице. Если значение по оси Y не помещается в текущую матрицу, ось Y инициализируется заново. Поддерживается экспорт событий и дополнительных ячеек в CSV-файлы. Если сохранённый показатель датчика выходит за установленные пределы, то в журнал регистрации записывается соответствующее событие (до 250 записей). Ещё одна важная функция – регистрация необработанных данных, поступающих от датчиков. Серверное ПО системы SKF Machine Tool Observer MTx поддерживает полностью автоматическую регистрацию и хранение на сервере сигналов всех датчиков. Это позволяет регистрировать сигналы станка один раз в минуту в течение нескольких месяцев или лет. Эта функция очень полезна для определения долговременных трендов и создания графиков, позволяющих увидеть состояние станка. Устройство SKF MTx может использоваться как вспомогательный инструмент диагностического и профилактического техобслуживания. На рис. 3 изображено устройство SKF MTx, установленное в электрическом шкафу.
Заключение
SKF Machine Tool Observer MTx – отличное устройство для промышленных отраслей с интенсивной эксплуатацией станочного оборудования, таких как автомобилестроение, аэрокосмическая и подшипниковая промышленность. Гибкость настройки и поддержка широкого диапазона датчиков позволяют легко адаптировать систему под самые разные задачи регистрации данных, а также использовать её как вспомогательный инструмент для мониторинга состояния оборудования.