СОХРАНЕНИЕ РЕСУРСОВ
Компания Söderhamn Eriksson выпускает оборудование для оптимизации работы деревообрабатывающих заводов.
ФАКТЫ
Давние партнёры
«SKF была основана в 1907 г., и мы сотрудничаем с тех пор», – говорит Директор по развитию Söderhamn Eriksson Пер-Оке Виклунд. То, что вначале было простым подшипником для кривошипного механизма многорядных механических пил, превратилось в тороидальные роликоподшипники CARB для ленточных пил, прецизионные подшипники для ходового винта и мехатронные узлы для позиционирования деревообрабатывающих станков.
Söderhamn Eriksson была создана в 1864 г. и сейчас входит в состав Cellwood Group. При штате 220 человек в г. Сёдерхамн и в г. Марианнелунд, Швеция, годовой оборот компании составляет 400 млн. шведских крон (45 млн. евро).
CARB является зарегистрированным товарным знаком SKF Group.
ССЫЛКИ НА ТУ ЖЕ ТЕМУ
ОБРАТИТЬСЯ В ОТДЕЛ СБЫТА
Thore Karlsson Johan Fritzon
По данным службы статистики Евростат, в 2009 г. ЕС и США совместно произвели более 150 млн. кубометров пиломатериала. Это в 145 раз больше объёма Empire State Building в Нью-Йорке и составляет почти половину общемирового производства.
Söderhamn Eriksson – шведская компания, выпускающая оборудование для деревообрабатывающих заводов с 1864 г. Сегодня она предлагает полный спектр технологий от обдирки коры с бревна до обработки кромки доски, а основной рынок сбыта – это регионы с хвойными лесами.
«Основа философии нашего производства – это максимальный выход продукции из лесоматериала», – говорит Директор по развитию компании Пер-Оке Виклунд.
Первой ступенью производственной линии Söderhamn Eriksson является окорочный станок Cambio для очистки бревна от коры с помощью вращающихся лезвий. Затем бревно проходит через систему оптимизации загрузки брёвен Logpos, в которой используются лазерные сканнеры для определения идеального положения бревна в лесопильном станке.
«Бревно никогда не бывает абсолютно ровным, – объясняет Виклунд. – Мы проводим трёхмерное измерение, которое даёт представление о внешней геометрической форме каждого бревна. Затем оборудование по оптимизации загрузки определяет, каким образом надо расположить бревно в лесопильном станке, чтобы получить максимальный выход, который может достигать 80 %».
Продукция лесопильного станка – это двухкантный брус – бревно, опиленное с двух сторон, – и несколько горбылей. Двухкантный брус переносится на станок для продольной распиловки. Горбыли направляются на обрезной станок, который обрезает доски до прямых кромок, срезая округлую форму, оставшуюся от внешней поверхности бревна.
Если бревно изогнутое, его располагают вертикально, что обеспечивает соответствующий изгиб на двухкантном брусе. Брус должен быть направлен в станок для продольной распиловки так, чтобы его центр совпадал с центром пилы. Для этого каждый двухкантный брус сначала располагают в соответствии с результатами оптимизации, до того, как он распиливается на обшивные и прочие доски.
«Мы располагаем ведущей мировой технологией по обработке изогнутого двухкантного бруса в станке продольной распиловки», – говорит Виклунд.
Говоря о досках, обрезка кромок представляет собой ещё одну возможность оптимизации. Доски с прямыми кромками ценятся больше, чем со скруглёнными, то есть в идеале нужно отрегулировать толщину реза. Но срезание слишком большой кромки приводит к потерям в объёме, соответственно, надо найти баланс между качеством и объёмом. Этот процесс похож на то, что происходит с брёвнами и двухкантными брусьями, только в случае с досками оборудование по оптимизации связано с обрезным станком. При скорости одна доска в секунду выход продукции с использованием данной системы достигает 97 %.
Процент выхода продукции важен, но важна и производительность. Это означает сочетание точности со скоростью в необыкновенно жёстких условиях. Лесопильный станок в хорошем состоянии может обрабатывать до трёх метров древесины в секунду с расстоянием 10 см между брёвнами.
Когда-то многорядные механические пилы доминировали в отрасли, потом их заменили ленточные циркулярные и торцовочные пилы. Последние превращают избыточный материал в древесную стружку в процессе обработки торцов. Söderhamn Eriksson предлагает целый спектр оборудования под брендами Logmaster, Chipcanter, Eurosaw Edgar и Exeltec.
У каждого деревообрабатывающего завода свои требования, поэтому комбинация оборудования подбирается с учётом индивидуальных особенностей. «Мы должны предлагать гибкие решения, – говорит инженер-технолог Ульф Столь. – Есть даже определённые типы оборудования, которые мы производим только на заказ».
Заглядывая в будущее, Виклунд считает, что основными движущими силами в отрасли останутся тонкие пилы и тенденция к минимизации древесных отходов.
«Лесоматериал в течение сотен лет распиливался по одним и тем же принципам, и мне кажется, некоторое время ничего не будет меняться, – говорит он. – Но скорость распиловки будет увеличиваться. Мы также будем производить больше замеров для повышения точности распилов и продолжать увеличивать процент выхода от лесоматериала».
Подвижные направляющие
Поскольку размеры бревен в лесопильном станке меняются, лезвия необходимо переустанавливать, а значит элементы лесопильного механизма должны иметь возможность перемещения в стороны. Söderhamn Eriksson устанавливает эти элементы на линейные направляющие с актуаторами от SKF.
«Мы исходим из расчета 0,3 секунды на переустановку, а затем скорость оборудования должна вновь повышаться или понижаться, – говорит Директор по развитию компании Пер-Оке Виклунд. – Максимальная скорость составляет примерно метр в секунду, и при этом мы можем наблюдать перемещение 10-тонного элемента станка».
Вращение под контролем
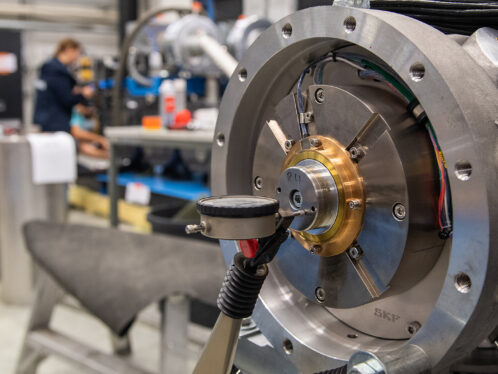
В конструкцию циркулярных и торцовых пил входит несколько лезвий на 400-миллиметровой свободной оси, которая вращается со скоростью 3000 об/мин. Söderhamn Eriksson разработала собственные шпиндели с использованием прецизионных радиально-упорных подшипников SKF.
«Все наши шпиндели имеют встроенные датчики вибрации, проходящие строгий контроль перед поставкой», – говорит инженер-механик Söderhamn Eriksson Стефен Эдвин.
На испытательном стенде производятся замеры частоты собственных колебаний шпинделя, проверка балансировки и крепления шпинделя, но предсказать фактические условия эксплуатации невозможно в связи с разнообразием лесоматериалов.