Hohe Ausbeute
Söderhamn Eriksson konstruiert Maschinen und Ausrüstung für Sägewerke zur bestmöglichen Nutzung des Rohstoffs Holz.
Fakten
Langjährige Partner
„SKF wurde 1907 gegründet, und es ist durchaus möglich, dass wir seitdem zusammenarbeiten“, meint Entwicklungsleiter Per-Åke Wiklund von Söderhamn Eriksson. Es begann einmal mit Gleitlagern für Kurbelwellen von Gattersägen. Heute beliefert SKF das Unternehmen mit CARB-Toroidal-Rollenlagern für Bandsägen, Hochpräzisionslagern für Spindeln und Mechatronikprodukten für die Positionierung von Sägen.
Söderhamn Eriksson nahm seinen Betrieb 1864 auf und gehört heute zur Cellwood Gruppe. Das Unternehmen erzielt mit 220 Mitarbeitern an den schwedischen Standorten Söderhamn und Mariannelund einen Jahresumsatz von 400 Millionen schwedischen Kronen (45 Millionen Euro).
CARB ist ein eingetragenes Markenzeichne der SKF Group.
Links
Ansprechpartner Verkauf
Thore Karlsson Johan Fritzon
Schauen Sie sich um. In Ihrer unmittelbaren Umgebung gibt es mit Sicherheit etwas, das aus einem Sägewerk stammt: die Verkleidung eines Hauses, ein Möbelstück oder vielleicht ein Türpfosten.
Nach Angaben des Statistischen Amtes der Europäischen Union (EuroStat) produzierten die EU-Länder und die USA 2009 zusammen über 150 Millionen Kubikmeter Schnittholz. Das entspricht in etwa der Hälfte der gesamten Weltproduktion.
Die Preise variieren natürlich, aber angesichts dieser Mengen kann man sich leicht vorstellen, dass jeder zusätzliche Anteil an nutzbarem Holz, den man aus einem Stamm herausbekommt, eine große finanzielle Bedeutung für die Branche hat.
Das schwedische Unternehmen Söderhamn Eriksson entwickelt seit 1864 Maschinen und Ausrüstung für Sägewerke und bietet heute eine breite Palette von Systemen und Verfahren für den gesamten Prozess vom Entrinden der Stämme bis zur Besäumung von Brettern.
„Der Grundgedanke unserer Systeme ist die Maximierung der Ausbeute“, sagt Entwicklungsleiter Per-Åke Wiklund. Die erste Stufe in einer Produktionslinie von Söderhamn Eriksson ist ein Cambio-Entrindungssystem. Von dort aus durchläuft der Stamm das Optimierungssystem Logpos, das mittels Laser-Scannern die ideale Lage in der Rundholzsäge bestimmt.
„Ein Stamm ist niemals völlig gerade oder frei von Mängeln“, erklärt Wiklund. „Um möglichst viel aus ihm herauszuholen, nehmen wir eine 3D-Vermessung vor, bei der die äußere Geometrie eines jeden Stamms im Detail ermittelt wird. Anschließend legt das Optimierungssystem fest, wie der Stamm in der Rundholzsäge positioniert werden soll, um die Ausbeute zu maximieren. Sie kann bis zu 80 Prozent betragen.“
Der erste Arbeitsgang der Rundholzbearbeitung ist das zweiseitige parallele Spanen der Sägeblöcke zu Modeln. Dabei fallen auch einige Bretter an. Die Model werden in Seitenlage gebracht und einer Längsschnittsäge zugeführt. Die Bretter gehen an einen Besäumer, der ihnen gerade Kanten verleiht statt der runden Form, die von der äußeren Geometrie des Stammes übrig geblieben ist.
Hat der Stamm eine Krümmung, wird er für eine maximale Ausbeute vertikal positioniert. Dabei wird jedes Model nach dem vom Optimierungssystem berechneten Ergebnis ausgerichtet, bevor es in Planken und weitere Bretter zersägt wird. „Wir haben eine weltweit führende Technologie für den Krummschnitt von Modeln in einer Längsschnittsäge“, meint Wiklund.
Das Besäumen der Bretter bietet eine weitere Optimierungsmöglichkeit. Bretter mit geraden Kanten sind mehr wert als solche mit runden Kanten. Die Begradigung erfolgt idealerweise durch Beschneidung der Breite. Wird jedoch zu viel beschnitten, geht Volumen verloren. Es gilt also, ein Gleichgewicht zwischen Qualität und Volumen zu finden. Bei einer Geschwindigkeit von einem Brett pro Sekunde wird eine Ausbeute von bis zu 97 Prozent erreicht.
Ebenso wichtig wie die Ausbeute ist die Produktivität. Präzision und Geschwindigkeit müssen unter extrem harten Einsatzbedingungen perfekt aufeinander abgestimmt werden. Der Vorschub einer Rundholzsäge kann unter guten Bedingungen bis zu drei Metern pro Sekunde betragen, wobei die einzelnen Stämme im Abstand von zehn Zentimetern zugeführt werden. Bei schweren sechs Meter langen Stämmen entspricht dies einer Geschwindigkeit von nur zwei Sekunden pro Stamm.
Söderhamn Eriksson bietet ein umfassendes Sortiment an Maschinen unter Bezeichnungen wie Logmaster, Chipcanter, Eurosaw Edgar und Exeltec.
Jedes Sägewerk hat seine Präferenzen, weswegen die Maschinenausstattung individuell auf den Kunden zugeschnitten wird. „Wir müssen in der Lage sein, eine flexible Produktion anzubieten“, betont Fertigungsingenieur Ulf Ståhl. „Es gibt sogar einige Typen von Maschinen, von denen wir nicht einmal eine pro Jahr bauen.“
Für die Zukunft glaubt Wiklund, dass dünne Sägeblätter und die Minimierung von Sägemehl weiterhin vorrangige Zielsetzungen in der Branche sein werden.
„Holz wird seit Jahrhunderten nach denselben Grundregeln eingeteilt, und daran wird sich meiner Meinung nach so schnell nichts ändern“, fügt er hinzu. „Aber die Verarbeitung wird schneller werden. Wir werden auch mehr vermessen, um Schnitte mit höherer Präzision setzen und die Ausbeute aus einem Stamm weiter steigern zu können.“
Linearführungen
Da die Größe der Baumstämme in einem Sägewerk variiert, müssen die Sägeblätter entsprechend verstellt werden können. Um seitliche Verschiebungen der Sägeblätter zu ermöglichen, montiert Söderhamn Eriksson sie auf Linearführungen mit Aktuatoren von SKF.
„Wir rechnen normalerweise mit einer Rückstellzeit von 0,3 Sekunden. Die Geschwindigkeit muss erhöht und gesenkt werden können“, erklärt Entwicklungsleiter Per-Åke Wiklund.
Die Sägeblätter müssen außerdem mit einer Präzision von einem Hundertstel Millimeter ausgerichtet werden können.
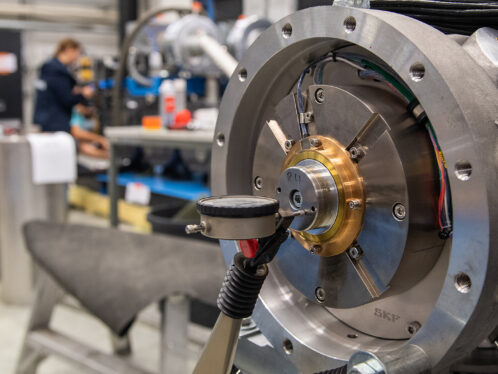
Strenge Tests
Kreissägen und Spänezerkleinerer haben oft mehrere Sägeblätter an einer 400-Millimeter-Welle, die sich am freien Ende mit 3.000 Umdrehungen pro Minute dreht. Söderhamn Eriksson entwickelt seine eigenen Spindeln mit hochpräzisen Schrägkugellagern von SKF.
„Alle unsere Spindeln haben integrierte Schwingungsgeber, und wir unter ziehen sie vor der Auslieferung strengsten Tests“, erzählt Stephen Edwin, Maschinenbauingenieur bei Söderhamn Eriksson.
Zur Vermeidung von Resonanzschwingungen misst das Instrument die Eigenfrequenz der Spindel, um sicherzustellen, dass sie den berechneten Werten entspricht. Auch der Rundlauf und die Befestigung der Spindel werden geprüft, aber die tatsächlichen Einsatzbedingungen lassen sich nicht voraussagen, weil die Variationen bei den Stämmen zu groß sind.