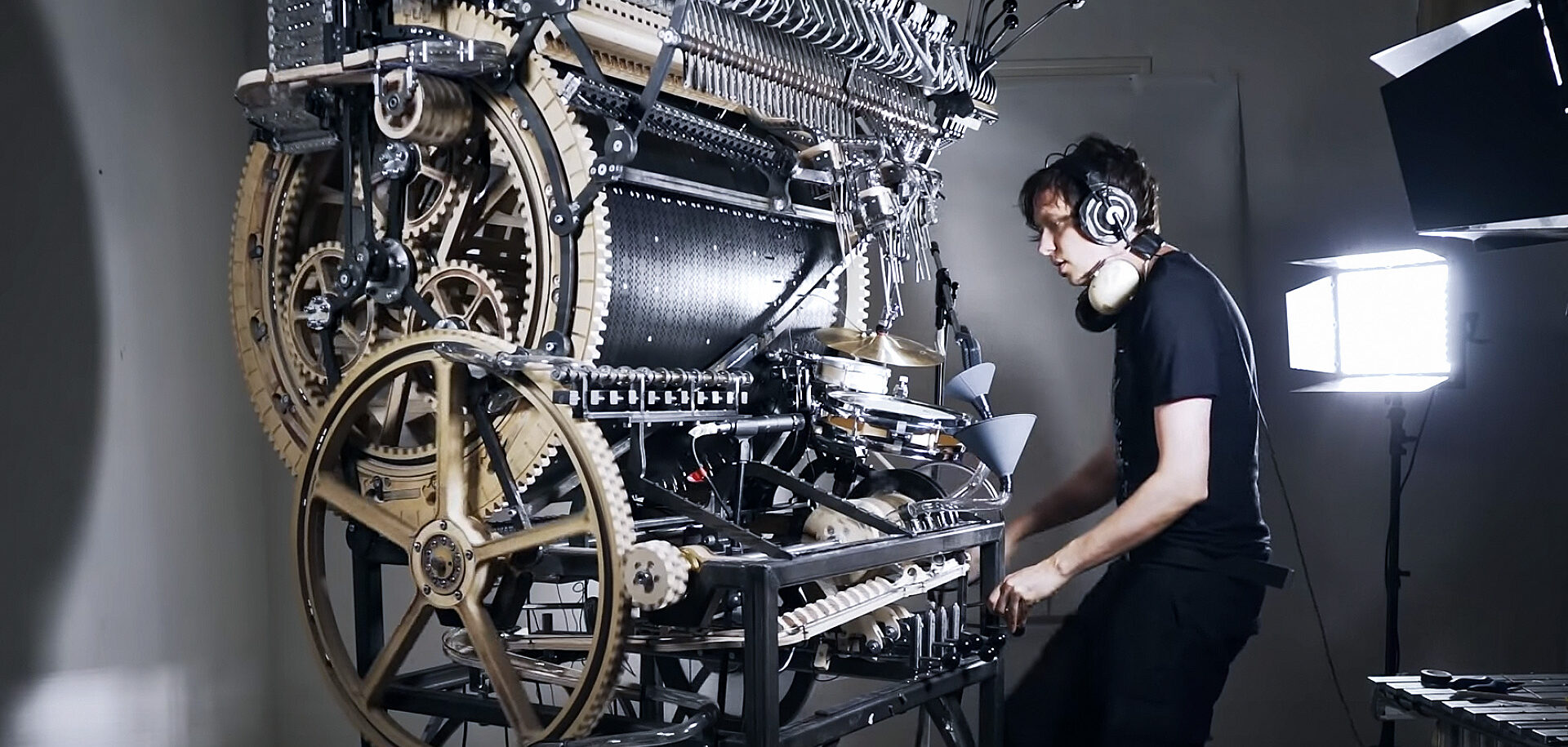
Martin Molin has a grand plan: to perfect the design of his “marble machine”, an innovative musical instrument that plays music through the use of [...]
Want to learn more about what is driving change in the engineering world? EVOLUTION helps you to stay up to date with emerging trends as well as the latest technology. Sign up for EVOLUTION updates to receive new content directly to your inbox.
Sign up